In the high-speed operation of 5G base stations and AI data centers, optical modules serve as information transmission hubs, and behind them lies an "invisible key component" - the quartz crystal oscillator (quartz crystal oscillator). A-Crystal Technology has been deeply engaged in this field, providing high-precision quartz crystal oscillator products to ensure the stable transmission of optical modules and exploring new opportunities in the wave of industry upgrading.

The "Precision Timekeeper" of Optical Modules
The core role of the Quartz Crystal Oscillator is to provide a reference clock for chips such as DSP and FPGA inside optical modules, ensuring coordinated operation of all components.
• 100G optical modules require a frequency error of ±20ppm and jitter <1ps .
• 800G/1.6T modules have stricter requirements: 156.25MHz high-frequency differential Crystal Oscillator, phase jitter <70 femtoseconds, and wide-temperature stability from -40℃ to 85℃.
• If the Crystal Oscillator fails, it can directly cause abnormal optical power and a sharp increase in the bit error rate. Therefore, all products from A-Crystal Technology undergo rigorous high/low-temperature and vibration tests to ensure reliability.
Cost Proportion and Market Space
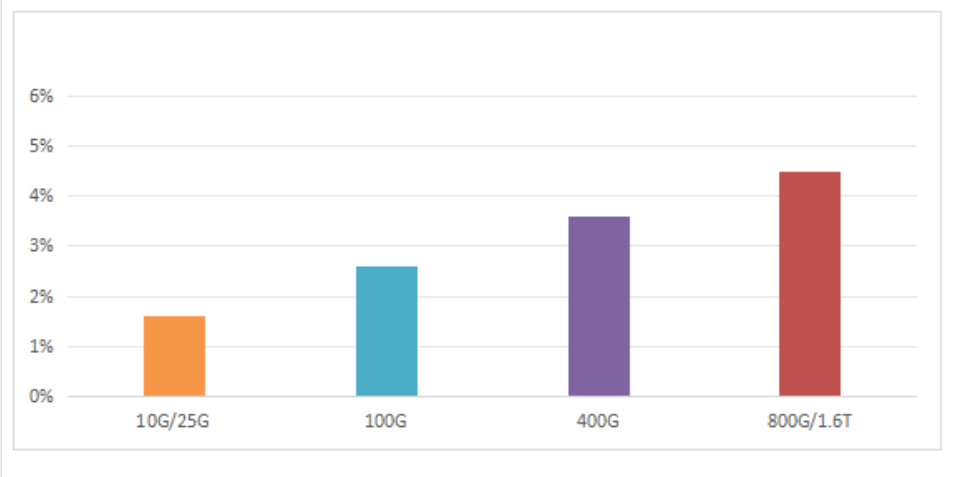
In optical modules of different rates, the cost proportion of Crystal Oscillators increases with higher performance requirements:
• 10G/25G modules: 1%–2% proportion, compatible with A-Crystal Technology’s 25MHz Active Crystal Oscillator .
• 100G/400G modules: 2%–4% proportion, requiring A-Crystal Technology’s 156.25MHz Differential Crystal Oscillator .
• 800G/1.6T modules: 4%–5% proportion, matching A-Crystal Technology’s specialized models with wide-temperature and ultra-low jitter.
The cost proportion of crystal oscillators for optical modules of different rates
In terms of the market, the global optical module market is expected to reach $23.5 billion in 2025, with Differential Crystal Oscillators driven by AI server optical modules reaching $1.9–4.9 billion. The demand for 800G optical modules is projected to exceed 10 million units in 2025, and 1.6T modules are expected to surpass 10 million units by 2026.
Technology Trends and Competitive Landscape
Technology Directions
• High Frequency : To adapt to 1.6T modules, A-Crystal Technology is developing higher-frequency Crystal Oscillator products.
• Miniaturization: Package sizes are shrinking from 7.0×5.0mm to 1.6×1.2mm (A-Crystal Technology’s 2520 package products are already in mass application).
• Wide Temperature Range: Expanding from commercial-grade 0℃~70℃ to industrial-grade -40℃~85℃ to meet the needs of complex scenarios.
Competitive Landscape
• International: Japanese companies Kyocera and Epson dominate the high-end OCXO (Oven-Controlled Crystal Oscillator) market, while the U.S.-based SiTime captures the mid-to-low-end market with MEMS Crystal Oscillators.
• Domestic: Some domestic manufacturers have achieved mass production of ultra-high-frequency Crystal Oscillators above 300MHz. However, the localization rate of 25G and high-end optical module Crystal Oscillators is only 10%, leaving significant room for substitution.
Challenges and Opportunities
• Challenges: The contradiction between high-frequency and miniaturization, the balance between low jitter and low power consumption, and the demand for strong anti-interference. Through continuous efforts by its R&D team, A-Crystal Technology has broken through the bottlenecks.
• Opportunities: The explosion of AI computing power drives optical module upgrades, increased support for domestic substitution policies, and rising demand for independent control of key components. A-Crystal Technology is entering a development window.
Conclusion
Although Quartz Crystal Oscillators account for only 1%–5% of the cost in optical modules, they are a critical component with far-reaching impact. With the widespread adoption of 800G/1.6T optical modules, the market size is expected to reach $2–5 billion. A-Crystal Technology is narrowing the gap with international competitors through technological breakthroughs and will become a key supporter of the optical module industry’s upgrade.
Want to know more about A-Crystal’s Technology products?
Need selection the model or technical consultation?
Feel free to contact us via the following methods!
Tel: 0086-576-89808609
Email: market@acrystals.com